
What Are Cables Made Of?
This is a step-by-step guide to what cables are made from, from start to finish. Here we will follow the process to see how the raw materials become a finished cable. It is quite the journey. Let's begin!
For this article, we will start off with raw copper, which is a highly demanded chemical element that is used in many cables and electrical wiring. It is extremely valuable for the fact that is it remarkably moldable, fully recyclable, and that it is an excellent conductor of electricity.
Extracting a Metal from an Ore
First, to find out how wires are made, we will explore how copper is obtained from an ore. There are a few different ways to conduct this operation. The first step begins when miners collect an ore from the earth. Copper ore is found in mines throughout different parts of the world; mainly in South America and Asia. The United States is currently ranked as the fourth largest copper producer, with active mines in about eight states.
When an ore is extracted, it appears in rock form, and it contains a concentration of minerals which occur naturally and contain metallic elements. These rocks must be crushed to have the copper extracted; this process is called "comminution." Typically there is a small percentage of copper bound in an ore; the rest is considered "gangue," otherwise known as the worthless minerals that are bound around the copper that must be separated. One of the most popular methods of isolating the metal is called "froth flotation." This widely-used technique begins with crushing and grinding the copper ore to a fine size while immersed in water, which results in mineral pulp. Different chemicals are added to the water to form a froth layer. When acid is added to the water, it causes a chemical reaction that separates the mineral from its ore; this is referred to as "leaching." The water-chemical mix is known as an "aqueous solution." The chemicals react with the minerals and surface in the froth layer causing the junk material to separate from the valuable minerals.
Another popular method is known as "smelting." This technique uses both heat and chemicals (mostly iron and sulfur, with silica mixed in) to decompose the ore, while separating and liquefying the copper. What results is copper that is about 99% pure. Now that the copper has been isolated and separated from the ore, it is ready to be formed to fit in a cable.

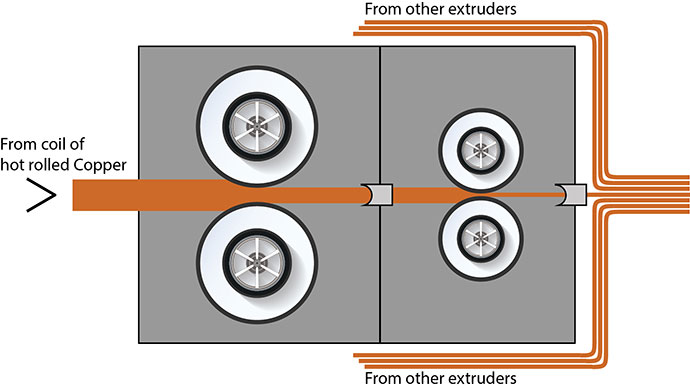
Extrusion
An extrusion machine is used to create copper wire by forcing the metal through a series of extrusion dies to create a particular shape. When creating cables, the copper begins as what's called an "ingot," which is basically a big brick of pure copper. The ingots are then stretched into long strands. The copper is first heated until it's flexible, and then pushed into the machine. Once it has reached a certain temperature, the machine begins to pull and form the copper into long strands. It's at this stage that it's decided what thickness the cable will be, as copper strands can be stretched into very thin wires, usually a very small fraction of an inch. After the copper has been formed into a strand, it is very stiff and frail. In order to become flexible, the wire will go through a process called "annealing," which means that the wire must be treated with heat to become malleable. Heating the wire will also help relieve any internal stresses inside the wire, as well as to soften the surface of the metal. Typically the copper is heated to about 1000-1200F, until the wire is glowing. The copper is then submerged in water right after reaching the desired heat, so that the metal can cool which will reduce the risk of oxidation. The machine then pulls the metal and submerges it into a 10-foot long bath of water in order to cool down and finish the formation process. The metal should now be soft and bendable. The next step is to add the copper together with the other wiring to finish forming the cable.
Covering the Cable
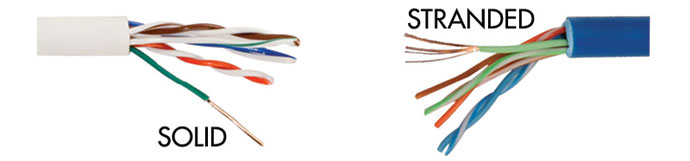
Many network cables are manufactured with copper and come with either solid or stranded wires. Solid cables are fabricated with a single, solid strand of copper per conductor (Typically 24AWG for CAT5E). These cables are more for permanent set-ups, as they are rigid and are not very portable. These are perfect for structured wired set-ups like running network cable through walls and electrical wiring in buildings. Stranded cables have multiple smaller strands of wire that are twisted together to form a single conductor. These are flexible, and typically used for pre-made Ethernet and other network patch cables.
Twisted pair cables come with eight conductors that are twisted in sets of two, which helps reduce crosstalk or interference between the pairs. Cables can be either "shielded" or "unshielded" depending on what the cable is going to be used for. UTP stands for "unshielded twisted pair" and STP for "shielded twisted pair." Shielded cable comes with an aluminum protective cover surrounding internal wires to protect it from electromagnetic disturbances, otherwise referred to as "noise," as well as general interference. Any cable can also be made Plenum-rated, which means it features a fire-retardant jacket. This makes the cable safer to run in walls or in the "plenum" of a building, which is the area between floors that is typically used for air circulation.
Depending on the type of cable being constructed, strands are then collated and insulated together with a LDPE (low density polyethylene) cover. An outer PVC jacket is molded around them. The PVC jacket is formed very quickly by the extrusion machine, and applied over a layer of HDPE insulation. This is why the PVC does not melt all over the internal cables when applied; as these two materials will not stick together.
Cutting the Cord
After the cable has been coated, it is then brought to the cutting machine. One of the final steps in creating a cable occurs when the connectors are set to be attached. This is the part of the process where we switch from machine to hand. An engineer working on the cable will strip back the outer jacket to expose the copper in order to solder the connectors. The final step is when an overmold is applied to the connector; in a procedure known as "injection molding." This is necessary in order to protect the soldered connections, and to ensure that the cables are flexible and durable. An injection molding machine is used for this finishing process. This begins with PVC (Poly Vinyl Chloride) being melted down to a particular temperature (usually around 450 degrees Fahrenheit) so that the PVC can be injected into the mold. After the mold is filled, the temperature is dropped to allow the overmold to cool and harden in order to form properly. Once the overmold is applied, the cable is now a finished product.


